-
东莞市泰正电线机械有限公司
主营:悬臂单绞成缆机,硅胶电线电缆挤出机,物理发泡同轴线押出机 - 13929272424

东莞市泰正电线机械有限公司
主营:悬臂单绞成缆机,硅胶电线电缆挤出机,物理发泡同轴线押出机 7
7
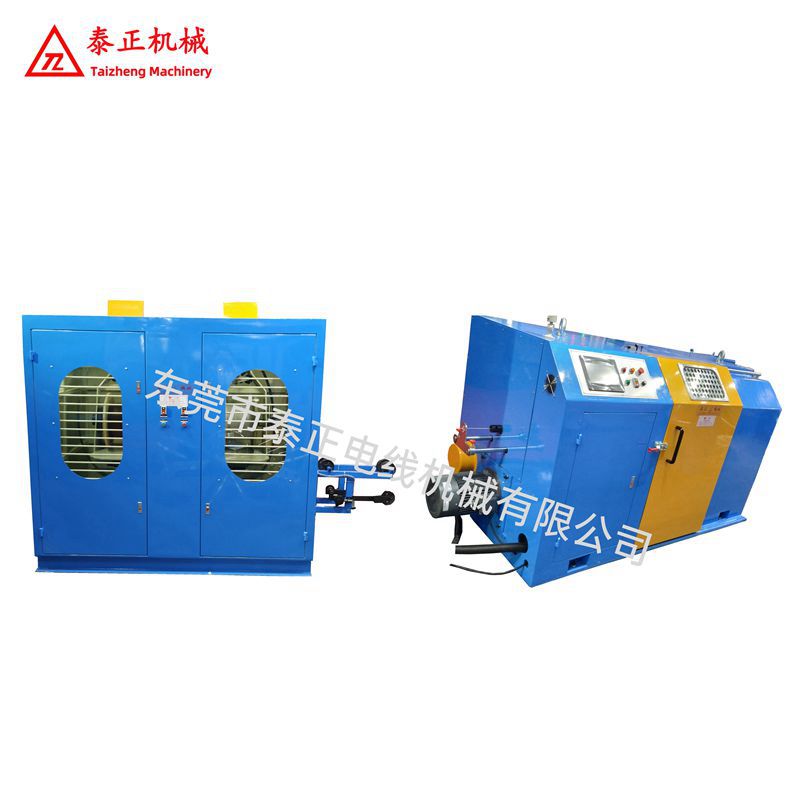
电子节距对绞退扭机哪家好 悬臂单绞成缆机技术参数 打开电源开关,检查机器是否处于正常开机状态。依蓝图确认上线规格是否正确。依蓝图设定绞距、绞向、供线张力、包带张力等参数。依订单要求设定总绞线米数及提前停机米数。启动机器。首检检查确认合格后方能量产。机器正常运转中,做好自主检查。下轴时,将绞好芯线用保洁膜包好,贴上标签,放入*地点。包铝箔时,依据工程蓝图选取合适的尺寸及绞向,统一方向装在包带盘口,并调节合适张力后以导电的铝箔面接触芯线即可。铝箔包带调速要与芯线绞合转速保持平衡。将芯线从张力架导轮上拉过至绞线眼模口处,剥去外被PVC,把芯线绞合再连接引线将芯线拉过眼模牵引至胶轴上。应用于高频数位线缆总缴之退扭(反燃)用,促使总缴时,绝缘芯线位置交错均衡,克服对绞时扭转应力不均,从而高速对绞,仍能品质均匀、节距精确,采用四燃退扭,转速可达600R.P.M,退扭效果好,性能优异。相反,退扭式绞对技术一方面可以减小扭绞时绝缘层的变形,另一方面,通过加快因绝缘偏心或绝缘层外轮廓不圆存在时导致的导体中心距变化周期(使之小于1/8电磁波波长)来解决因单线不同心而造成的阻抗波动问题,从而提高结构回波损耗指标。由于完全退扭时绞对设备的生产效率低,另一方面,对于五类、**五类、六类数据缆、宽带市话电缆和宽带程控交换机电缆而言“完全退扭”也不是必须的。因此,为了限度地发挥三节距绞对机的生产效率,通常将退扭率设定为33%(绞弓每转一周形成三个扭)的“部分退扭”状态。在包装机械飞速发展的同时,市场的竞争激烈程度是可想而知的,那么多的生产厂家,企业只有不断的想办法把别人的缺点转变为自己的优点,不断学习、创新才能才夹缝中生存,让自己在激烈的竞争中不被淘汰且稳定提升自己的市场地位。在另一个方面,包装机械追求包装加工一体化。有很多包装新技术建立在包装新思维之上。包装新思维就意味着**脱现有的包装技术与产品,将其它相关技术组合应用到包装上形成新的包装技术,这方面包括包装切割成型技术、包装固化技术、包装功能保护技术、包装与加工结合技术、包装功能借用技术。除前面说的几种外还应有其它一些技术,如活鲜物的包装技术。另外,随着包装新材料的出现,一些包装过程中的技术也有了新的变化。如自枯拉伸缠绕膜的出现,使得裹包、收缩、捆扎等工序合为一体,操作得以简化而且快捷。不过对于大型企业来说,选择适合自己的才是关键。因此,对于绞线机的测试是在所难免,因此,大家可以在测试之后再进行对比。